







Сколько же этапов сборки скрывает в себе автомобильный двигатель? Один материал, чтобы понять процесс работы сборочной линии двигателей стеклоочистителей
2026-05-24
Двигатель стеклоочистителя, являющийся «хранителем обзора» при движении автомобиля в дождливую погоду, по своей точности сборки напрямую определяет стабильность работы стеклоочистителей, уровень шума и срок службы. Многие автопроизводители и производители двигателей при планировании производства двигателей стеклоочистителей сталкиваются с вопросом: из каких основных процессов состоит стандартная сборочная линия? Компания Bailunshi Electromechanical (специализирующаяся на разработке нестандартных решений для автоматизированных линий по производству двигателей стеклоочистителей, стеклоподъемников, сидений и т. д.) подробно разберет для вас весь процесс сборки двигателей стеклоочистителей, шаг за шагом раскрывая секреты полной сборки двигателя от подачи деталей до отгрузки готовой продукции. Линии по сборке автомобильных стеклоочистителей в большинстве случаев представляют собой полуавтоматические или полностью автоматические гибкие производственные линии, способные удовлетворить как потребности серийного производства, так и требования к индивидуальному производству стеклоочистителей одной модели, но разных типов. Основной процесс можно разделить на пять основных модулей: сборка ротора (якоря), сборка статора (корпуса), общая сборка, испытания рабочих характеристик, старение и упаковка. Каждый модуль тесно связан с другими, и ни один из них не может быть исключен.
I. Подача материалов и предварительная обработка деталей (заложение прочной основы качества)
Первым шагом в сборке является тщательная предварительная подготовка, направленная на предотвращение попадания некачественных деталей в последующие этапы производства, что закладывает основу для высококачественной сборки.
1. Подача материалов: все детали, включая железный сердечник ротора, коммутатор, подшипники, магнитные пластины, корпус, торцевые крышки, редуктор, червячный вал, червячную шестерню, уплотнительные кольца, угольные щетки, винты и т. д., подаются с помощью автоматизированного оборудования, что обеспечивает высокую эффективность и удобство, а также снижает погрешности, связанные с ручным вмешательством.
2. Контроль внешнего вида и размеров: С помощью технологий машинного зрения проводится точная проверка каждой детали на наличие дефектов внешнего вида (таких как царапины, повреждения) и точность размеров; бракованные изделия автоматически отбраковываются, что позволяет избежать ухудшения качества последующей сборки.
3. Нанесение клея/смазки: в ключевых местах, таких как подшипниковые гнезда, пазы магнитных пластин и уплотнительные поверхности, с помощью автоматизированного оборудования точно наносится клей и смазка, что позволяет как усилить герметичность между деталями, так и уменьшить износ от трения во время работы, продлевая срок службы двигателя.

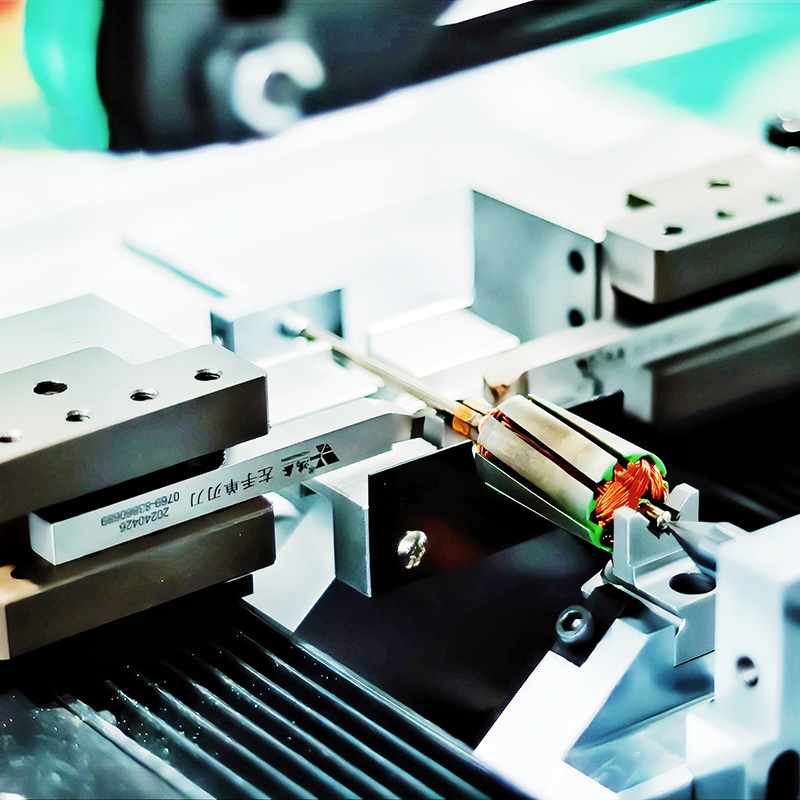
II. Сборка узла ротора (якоря) (силовое ядро двигателя)
Ротор является сердцем стеклоочистителя, и точность его сборки напрямую влияет на выходную мощность и стабильность работы двигателя, поэтому каждый этап требует точного контроля.
1. Прессование коммутатора: точная установка коммутатора в заданное положение на валу якоря с контролем силы прессования и отклонения положения, что обеспечивает стабильность последующей намотки и электропроводности.
2. Намотка якоря: с помощью полностью автоматического намоточного станка на сердечнике ротора точно намотать лакированный провод, строго контролируя количество витков и натяжение, чтобы избежать таких проблем, как ослабление катушки и выпадение проводов, и обеспечить электрические характеристики двигателя.
3. Пайка выводов: с помощью точечной или ручной сварки прочно соединяются концы обмотки с медными пластинами коммутатора, что обеспечивает хороший контакт в местах пайки и стабильное сопротивление, исключая неисправности двигателя, вызванные некачественной или ложной пайкой.
4. Точная токарная обработка/динамическая балансировка: проводится токарная обработка наружной поверхности коммутатора для обеспечения округлости; одновременно выполняется динамическая балансировка ротора, что снижает вибрацию и шум при работе двигателя и повышает плавность хода.
5. Испытания ротора: проводятся испытания высоковольтной изоляции, измерение сопротивления постоянному току, испытания на межвитковую прочность, что позволяет всесторонне проверить электрические характеристики обмотки и отсеять роторы, не соответствующие электрическим требованиям.
Монтаж подшипников/прокладок: передний и задний подшипники, стопорные кольца и прокладки (шайбы) точно устанавливаются на место с жестким контролем осевого зазора, что обеспечивает плавный ход ротора без заклиниваний.

III. Сборка узла статора (корпуса) (магнитный сердечник двигателя)
Статор и ротор, взаимодействуя друг с другом, создают движущую силу; качество их сборки напрямую определяет интенсивность магнитного поля двигателя и эффективность его работы, поэтому этот процесс также подвергается строгим требованиям.
1. Обработка корпуса: подшипники точно впрессовываются в торцевые крышки на обоих концах корпуса, что обеспечивает их прочную фиксацию и плотное прилегание к корпусу.
2. Сборка и намагничивание магнитных пластин: сначала на внутреннюю стенку корпуса наносится клей, затем с помощью автоматического оборудования автоматически устанавливаются магнитные пластины (постоянные магниты), после чего клей отвердевает под воздействием ультрафиолетовой лампы, прочно фиксируя магнитные пластины; в заключение, собранные магнитные пластины подвергаются сильному электрическому намагничиванию, что формирует стабильное магнитное поле статора.
3. Сборка щеточных держателей/торцевых крышек: точно установите в сборе угольные щетки, пружины и щеточные держатели, одновременно впрессовав уплотнительные кольца для усиления герметичности статора и предотвращения попадания пыли и влаги.

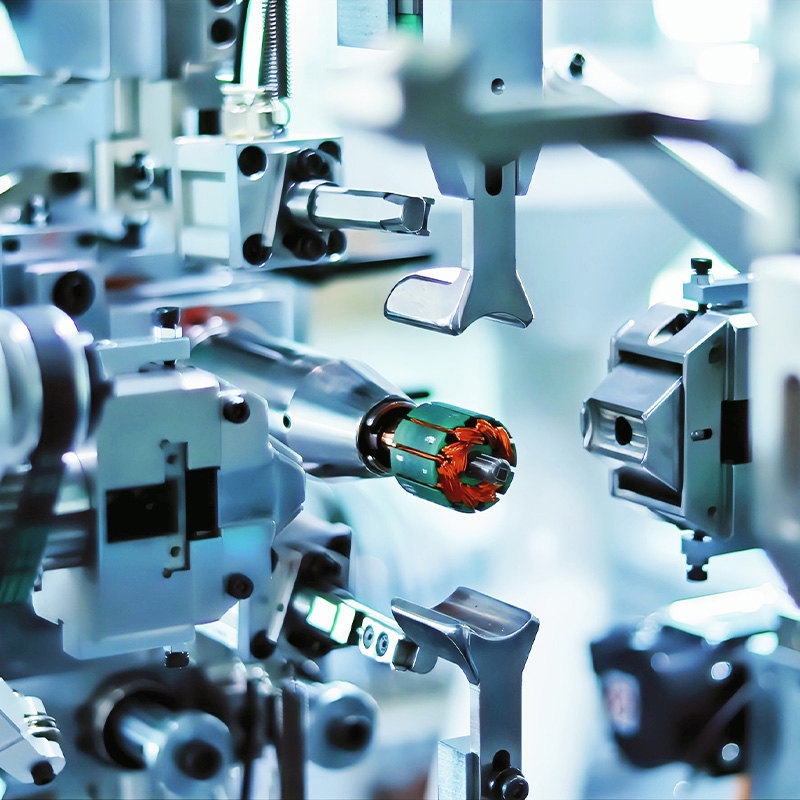
IV. Линия окончательной сборки: сборка двигателя с редуктором
После завершения сборки ротора и статора начинается этап окончательной сборки, в ходе которого оба узла соединяются с редуктором, образуя полный комплект стеклоочистительного двигателя
1. Сборка двигателя: роторный узел точно устанавливается в корпус статора, закрывается торцевая крышка, обеспечивается соосность ротора и статора, что позволяет избежать трения и заклинивания во время работы.
2. Затяжка винтов: с помощью электрического шуруповерта (электроверта/гайковерта EC) винты автоматически затягиваются с заданным моментом, что обеспечивает равномерную затяжку винтов, отсутствие ослабления и стабильность конструкции двигателя в целом.
3. Сборка редуктора (коробки передач): последовательно устанавливаются червяк, червячная шестерня, выходной вал и ограничитель; внутрь коробки передач заливается трансмиссионное масло/смазка для уменьшения износа шестерен; в заключение прессовым способом устанавливаются уплотнительная крышка и стопорное кольцо, предотвращающие осевое смещение и утечку смазки.
Прессование/клепка узла: Корпус двигателя и редуктор точно прессуются или клепаются, что обеспечивает прочное соединение между ними, а также гарантирует водонепроницаемость и герметичность, предотвращая попадание влаги внутрь двигателя в дождливую погоду.
V. Ключевый контроль качества: Тестирование рабочих характеристик на линии (предотвращение выпуска бракованной продукции)
После завершения сборки необходимо провести строгое тестирование рабочих характеристик, чтобы гарантировать соответствие двигателя стеклоочистителя заводским стандартам.
1. Функциональное тестирование: при подаче питания проверяется работа двигателя на высоких и низких скоростях, а также функция возврата в исходное положение; одновременно измеряются уровень шума, ток и крутящий момент во время работы, чтобы убедиться, что все параметры соответствуют проектным стандартам, а работа проходит плавно и без сбоев.
2. Тестирование герметичности: с помощью проверки герметичности (теста на водонепроницаемость) проверяется водонепроницаемость двигателя, чтобы предотвратить его повреждение в результате попадания воды в дождливую погоду.
3. Визуальный осмотр: с помощью системы машинного зрения повторно проверяется внешний вид двигателя, чтобы убедиться в отсутствии царапин и правильности сборки, а также гарантировать соответствие внешнего вида продукта требованиям.